





.jpg)
OBEL CIVATA
Starke Befestigung, starke Zukunft
Mit mehr als 50 Produktgruppen bietet das Unternehmen Lösungen für unterschiedliche Branchenbedürfnisse.
Oberflächenbehandlung
Das Rohmaterial wird in Oberflächenbehandlungsbädern gereinigt und anschließend mit Phosphat beschichtet, um es auf den Kaltumformprozess vorzubereiten. Dieses Verfahren sorgt durch Reibungsreduzierung für einen reibungslosen Ablauf in den Kaltumformwerkzeugen und bietet gleichzeitig einen temporären Korrosionsschutz. Als erste Produktionsstufe durchläuft jedes eingehende Material diesen Prozess, bevor es in die weiteren Fertigungsschritte gelangt – und bildet damit die Grundlage für eine gleichbleibende und hochwertige Verarbeitung.
Drahtziehen
Nach der Oberflächenbehandlung wird der Draht über eine Mehrzug-Drahtziehlinie gezogen, um eine homogene Durchmesserverteilung zu erreichen und ihn auf den für die Kaltumformung erforderlichen Zielquerschnitt zu reduzieren. Dieser vorbereitende Schritt stellt sicher, dass das Material vor der Umformung die gewünschte Maßtoleranz erreicht. Er verringert zudem Ovalität und Oberflächenunregelmäßigkeiten, verbessert das Fließverhalten des Materials und gewährleistet eine vollständige Prozesskompatibilität. Das Ergebnis ist eine für die Hochgeschwindigkeits-Kaltumformung optimierte Oberfläche, die Stabilität und Wiederholgenauigkeit in der Produktion sicherstellt.
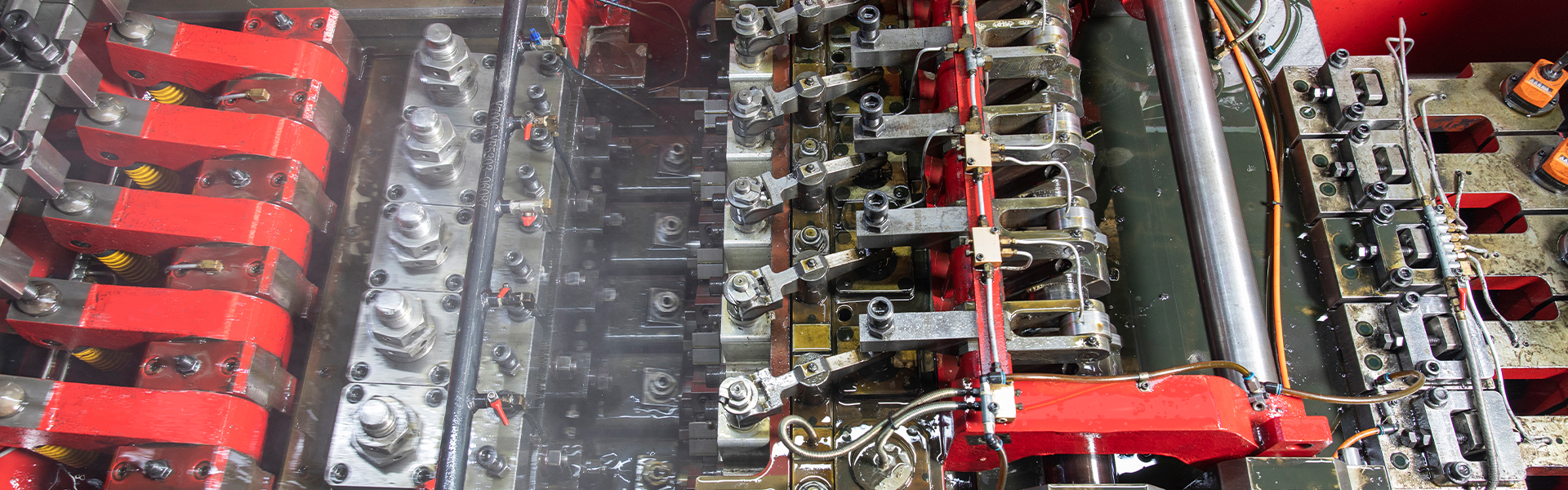
Kaltumformung
Das Material wird im Kaltumformverfahren mittels mehrstufiger mechanischer Pressen zu Schrauben und Befestigungselementen geformt. In 2- bis 6-stufigen Formmaschinen wird das Werkstück durch ein automatisches Transfersystem von Station zu Station weitergeleitet, wobei Arbeitsschritte wie Kopf- und Extrusionsformung, Lochbildung und Vor-Gewindeformung ausgeführt werden.
Die Auswahl der Maschine richtet sich nach Zieldurchmesser, Länge und den erforderlichen Umformkräften.
Jede Produktionslinie ist mit automatisierten Prozesskontrollsystemen ausgestattet, einschließlich Echtzeit-Rückverfolgbarkeit, integrierten Tablet-Schnittstellen und datenbasierten Überwachungstechnologien. Abhängig von der Teilegeometrie können Pressgeschwindigkeiten von bis zu 300 Stück pro Minute erreicht werden.
OBEL fertigt sowohl Standard- als auch Sonderverbindungselemente im Durchmesserbereich M5–M24 in mehreren Festigkeitsklassen, um die unterschiedlichen Anforderungen von Kunden und Branchen zu erfüllen.
Gewinderollen
In der Serienfertigung werden die Gewinde auf kaltumgeformten Schrauben durch Rollen hergestellt. Dabei wird das Gewindeprofil plastisch geformt, indem der vorgeformte Rohling zwischen zwei Matrizen unter kontrolliertem Druck verpresst wird – ohne Materialabtrag. Da die Metallfasern verdrängt und nicht geschnitten werden, weist das fertige Gewinde eine höhere Zug- und Ermüdungsfestigkeit sowie eine verbesserte Oberflächenqualität auf.
Unterlegscheibenmontage
Abhängig von der Anwendung werden die Unterlegscheiben automatisch zugeführt und entlang der Produktionslinie auf den Schraubenschaft positioniert. Gemäß dem Prozessablauf kann die Unterlegscheibe entweder vor oder nach dem Gewinderollen montiert werden. Nach der Montage bleibt die Unterlegscheibe frei drehbar, jedoch fest verbunden, wodurch ein Verlust während der Montage verhindert und zusätzlicher Handhabungs- oder Nacharbeitsaufwand in der Montagelinie vermieden wird.
Wärmebehandlung
Halbfertige, kaltumgeformte Teile werden in kontinuierlich betriebenen Öfen rund um die Uhr verarbeitet, um ihre endgültigen mechanischen Eigenschaften zu erreichen. Der Stahl wird in einer kontrollierten Atmosphäre auf die Austenitisierungstemperatur erhitzt, in Öl abgeschreckt und anschließend angelassen, um die Festigkeitsklassen 8.8, 10.9 oder 12.9 zu erzielen.
Alle Prozessparameter werden automatisch überwacht und aufgezeichnet, um eine vollständige Rückverfolgbarkeit sicherzustellen.
Unsere fortschrittliche digitale Infrastruktur ermöglicht eine durchgängige Nachverfolgung – vom Rohmateriallos bis zum Endprodukt. Während des gesamten Wärmebehandlungsprozesses arbeitet OBEL vollständig gemäß dem in der Automobilindustrie geforderten CQI-9-Standard für spezielle Prozessbewertungen.
Vorbeschichtete Gewindesicherungen
OBEL führt die vorapplizierte Gewindesicherung intern und vollständig gemäß den Kundenspezifikationen durch. Wir sind für Precote-Anwendungen – einschließlich Precote 80, 85 und 5 – je nach Projektanforderung zertifiziert und zugelassen. Position, Länge und Auftragsmenge der Beschichtung werden präzise durch automatisierte Dosiersysteme gesteuert und anschließend unter überwachten Bedingungen ausgehärtet.
Jede Charge ist über unser ERP-System vollständig rückverfolgbar und wird regelmäßig geprüft – unter anderem auf Losbrech- und Weiterdrehmoment, Wiederverwendbarkeit, Dichtleistung (falls zutreffend), Farbe/Oberflächenbild und Gewichtszunahme. So wird eine gleichbleibende Sicherungszuverlässigkeit und reproduzierbare Leistung jeder Charge gewährleistet.
Sortierung und Prüfung
Die Produkte werden entsprechend den in den Kundenspezifikationen festgelegten kritischen Merkmalen mittels vollständig automatisierter Sortiersysteme geprüft. Durch eine 360°-optische Kamerainspektion werden Parameter wie Länge, Durchmesser, Kopfgeometrie, Gewindegängigkeit (GO/NO-GO), Vorhandensein und Position von Unterlegscheiben sowie Oberflächenfehler (Grate, Dellen, Kratzer usw.) in Echtzeit kontrolliert. Wo erforderlich, wird eine Wirbelstromprüfung durchgeführt, um mögliche Material- oder Wärmebehandlungsverwechslungen zu erkennen.
In der Sortierlinie werden nicht konforme Teile automatisch mithilfe der Poka-Yoke-Logik ausgeschleust, während OK- und NG-Chargen physisch getrennt und gekennzeichnet werden.
Alle Prüfdaten werden chargenbezogen im ERP-System gespeichert, um vollständige Rückverfolgbarkeit sicherzustellen. Mit dem Ziel einer Null-Fehler-Quote vor dem Versand minimiert dieses System Stillstände in Montageprozessen und reduziert das Risiko von Reklamationen erheblich.
Verpackung
Nach der Endprüfung werden die Produkte in montagefertige, transportsichere und vollständig rückverfolgbare Verpackungen verpackt. Jede Schachtel oder jeder Behälter ist mit Teilenummer, Beschreibung, Kundenreferenz, Chargennummer, Menge und Verpackungsdatum gekennzeichnet. Auf Wunsch werden Barcode- oder QR-Etiketten sowie kundenspezifische Formate nach AIAG/VDA-Standard angebracht, die alle im ERP-System zur vollständigen Rückverfolgbarkeit hinterlegt sind.
Verpackungsoptionen umfassen:
- Innenverpackung: Polybeutel (PE/VCI) oder kleine Schachteln je nach Stückzahl, optional mit Trennelementen.
- Außenverpackung: Umkartons und palettierte Schachteln mit Kantenschutz, Stretch-/Schrumpffolie und Umreifung zum Schutz vor Stoß oder Kippen.
- Korrosionsschutz: VCI-Beutel, zusätzliche Feuchtigkeitsbarrieren und leichte Schutzöle, falls erforderlich.
- Palettierung: Standard- oder ISPM-15-konforme Paletten, geeignet für die jeweilige Transportstrecke.
- Sonderanforderungen: Kundenspezifische KLT-/Mehrwegverpackungen, Set- oder Kit-Vorbereitung, Stück- oder Gewichtsprüfung sowie fotodokumentierte Verpackungsfreigaben.
Dieser Ansatz minimiert Transportschäden, ermöglicht eine schnelle Identifizierung beim Kunden und gewährleistet eine lückenlose Rückverfolgbarkeit in der gesamten Lieferkette.
die passende Lösung anbieten können.