





.jpg)
OBEL CIVATA
Strong Fastening, Strong Future
It offers solutions for different industry needs with more than 50 product groups.
Surface Treatment
The raw material is cleaned in surface treatment baths and coated with phosphate to prepare it for cold forming. This process ensures smooth operation in cold-forming dies by reducing friction and provides temporary corrosion protection. As the first production stage, every incoming material passes through surface treatment before entering the next manufacturing steps, forming the foundation for consistent and high-quality processing.
Wire Drawing
Following surface treatment, the wire is drawn through a multi-pass wire drawing line to achieve a homogeneous diameter distribution and to reduce it to the target cross-section required for cold forming. This preparatory step ensures that the material reaches the desired dimensional tolerance prior to forming. It also reduces ovality and surface irregularities, improving material flow characteristics and ensuring full process compatibility. The result is a surface condition optimized for high-speed cold forming, providing stability and repeatability in production.
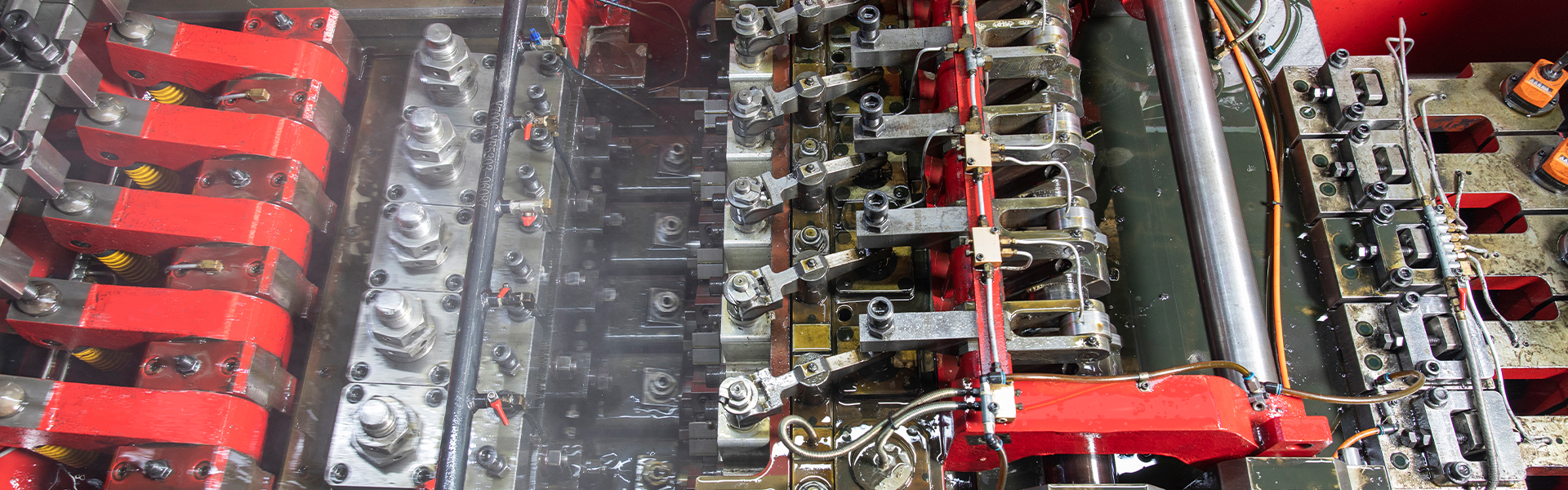
Cold Forming
Material transformed into bolts and fastening components through the cold forming process using multi-station mechanical presses. In 2–6 station forming machines, the part advances sequentially between stations via an automated transfer mechanism, where operations such as heading, extrusion, hole forming, and pre-thread forming are performed.
Machine selection is determined by target diameter, length, and the forming forces required. Each production line is equipped with automated process control systems, including real-time traceability, in-machine tablet interfaces, and data-driven monitoring technologies. Depending on part geometry, press speeds can reach up to 300 pieces per minute.
OBEL manufactures both standard and special fasteners in the M5–M24 diameter range, across multiple strength grades to meet diverse customer and industry requirements
Thread Rolling
In mass production, threads on cold-formed bolts are created by rolling. This process plastically forms the thread profile by pressing the pre-formed blank between two dies under controlled pressure — without material removal. Because the metal fibers are displaced rather than cut, the resulting thread exhibits higher tensile and fatigue strength and an improved surface finish.
Washer Assembly
Depending on the application, washers are automatically fed and positioned onto the bolt body along the production line. According to the process flow, the washer may be assembled either before or after thread rolling. Once assembled, the washer remains freely rotatable but captive, preventing loss during installation and eliminating extra handling or rework on the assembly line.
Heat Treatment
Semi-finished cold-formed parts are processed in continuous furnaces operating 24/7 to achieve their final mechanical properties. The steel is heated to the austenitizing temperature under a controlled atmosphere, quenched in oil, and tempered to achieve strength classes 8.8, 10.9, or 12.9.
All process parameters are automatically monitored and recorded to ensure full traceability. Our advanced digital infrastructure allows end-to-end tracking, from raw material batch to final product.
Throughout the entire heat treatment process, OBEL fully complies with the CQI-9 Special Process Assessment standard required by the automotive industry.
Pre-Applied Locking&Sealing
OBEL performs pre-applied thread locking in-house, in full compliance with customer specifications. We are certified and approved for Precote applications, including Precote 80, 85, and 5, depending on the project requirements. The coating’s position, length, and amount are precisely controlled by automated dosing systems, followed by curing under monitored conditions.
Each lot is fully traceable through our ERP system and verified via periodic testing for breakaway and prevailing torque, reusability cycles, and, where applicable, sealing performance, color/appearance, and weight gain. This ensures consistent locking reliability and repeatable performance across every batch.
Sorting and Inspection
Products are inspected according to critical features defined in customer specifications using 100% automated sorting systems. Through 360° optical camera inspection, parameters such as length, diameter, head geometry, thread conformity (GO/NO-GO), washer presence and position, and surface defects (burrs, dents, scratches, etc.) are checked in real time. Where applicable, eddy-current testing is performed to detect potential material or heat-treatment mix-ups.
In the sorting line, non-conforming parts are automatically separated using poka-yoke logic, while OK and NG lots are physically segregated and labeled. All inspection data are recorded on a lot basis in ERP, ensuring full traceability. With a target of zero defects prior to shipment, this system minimizes assembly-line stoppages and significantly reduces the risk of field complaints.
.
Packaging
After final inspection, products are packed in assembly-ready, transport-resistant, and fully traceable packaging. Each box or container is labeled with part number and description, customer reference, lot number, quantity, and packing date. Upon request, barcoded or QR labels and AIAG/VDA-compliant customer formats are applied, all recorded within the ERP system for complete traceability.
Packaging options include:
- Inner packaging: Polybags (PE/VCI) or small boxes based on part quantity, with optional separators.
- Outer packaging: Master cartons and palletized boxes with edge protectors, stretch/shrink wrapping, and strapping to prevent impact or tipping.
- Corrosion protection: VCI bags, additional moisture barriers, and light protective oils where required.
- Palletization: Standard or ISPM 15-compliant pallets, suitable for the shipment route.
- Special requests: Customer-specific KLT/returnable packaging, kit or set preparation, piece-count or weight-based verification, and photo-documented package approval.
This approach minimizes damage risk during transportation, ensures rapid identification at customer sites, and maintains full traceability throughout the entire supply chain.
with the most suitable solution.